





کانالهای هوا مسیرهایی برای انتقال هوا در سیستمهای تهویه مطبوع و گرمایش هستند که میتوانند به شکلهای مختلفی مانند گرد یا چهارگوش باشند. کانال سازی صنعتی تخصص ما است. برای استعلام قیمت، مشاوره رایگان و سفارش ساخت انواع کانال انتقال هوا با کارشناسان ما تماس بگیرید.
کانال انتقال هوا و انواع آن (خرطومی، پارچه ای، چهارگوش و گرد)
منظور از کانال انتقال هوا همان کانالسازی میباشد که کانال کولر را میتوان بهعنوان سادهترین نوع آنها مثال زد. امروزه با پیشرفت تکنولوژی، تغییر و تحولاتی در صنعت کانالسازی ایجاد شده که باعث افزایش بازدهی شده است. در ادامه این مطلب، به بیان اهمیت اجرای اصولی و استاندارد کانال انتقال هوا و انواع آنها میپردازیم.
شرکت تهویهنو، یکی از شرکتهای بزرگ کانالسازی در تهران میباشد که با کانالسازی مدرن و ارائه خدمات استاندارد و مهندسی در زمینه سیستم تهویهمطبوع، رضایت مشتریان خود را جلب نموده است. میتوانید جهت بهرهمندی از خدمات ارزنده این کارخانه کانالسازی با کارشناسان آن تماس حاصل فرمایید.
کانال انتقال هوا چیست؟
کانال انتقال هوا مجرای تو خالی به شکل چهارگوش (مربع و مستطیل) یا گرد است که معمولا از ورق فلزی توسط متخصص کانال سازی ساخته میشود. هدف کانال، انتقال هوای خنک و گرم به بخشهای مختلف ساختمان میباشد. کانال هوا معمولا بخشی از سیستم تهویه مطبوع صنعتی را تشکیل میدهد.
کانال انتقال هوا به منبع اصلی گرمایش و سرمایش متصل میشود و سپس هوای گرم یا خنک را به نقاط دیگر منتقل میکند. این هوا از طریق دریچه تنظیم هوا وارد محل مورد نظر میشود.
مجاری هوایی (کانال هوا) میتوانند مستعد ایجاد مشکلات متعددی شوند. از آنجایی که مجاری خارج از ساختمان یا بین دیوارها و یا بالای سقف کاذب قرار میگیرند اغلب نیاز به تعمیر و نگهداری مناسب دارند. کانال ها چنانچه به خوبی طراحی و اجرا نشوند ممکن است دچار نشتی هوا در بین مسیر شوند که خود باعث اتلاف انرژی فراوانی خواهد شد.

بیشتر سازندگان و تکنسین های تهویه مطبوع توصیه میکنند که این مجاری به طور دورهای توسط متخصص از غبار و باکتری های موجود پاک گردند تا از ایجاد آلرژی و سایر مشکلات تنفسی جلوگیری به عمل آید.
نگهداری و تعمیرات دورهای کانال انتقال هوا شامل موارد زیر میباشد:
- پاک کردن کانال های انتقال هوا و دریچه هوا از گرد و غبار و آلودگیها.
- حذف نشتیهای موجود در کانالها.
- تعویض فیلترها
- حذف صداهایی که توسط کانال و دریچه یا دستگاه تولید میشود.
- بازدید دستگاه و اطمینان از عملکرد مناسب آن.
انواع کانال انتقال هوا
کانال انتقال هوا از لحاظ شکل ظاهری و جنس ورق آن به چند مدل تقسیم میشوند که در ادامه به شرح هر یک از آنها میپردازیم.
کانال انتقال هوا میتواند از پارچه با الیاف مخصوص و یا گالوانیزه و آلومینیوم و یا ورقهای از پیش عایق شده (پلی یورتان) باشد که هر کدام از آنها دارای خصوصیات خاصی میباشند و کارفرما با توجه به معیارهایی که مد نظر دارد، بهترین گزینه را برای پروژه انتخاب مینماید.
کانال انتقال هوا پارچه ای
کانالهای انتقال هوا که از پارچههایی با الیاف خاص ساخته شدهاند را کانال انتقال هوا پارچهای میگویند که از جمله ویژگیهای آن میتوان به انعطاف پذیری، نصب آسان و کاهش آلودگی صوتی اشاره کرد.
کانال انتقال هوا فلکسیبل

کانالهای خرطومی انعطافپذیر که به آنها کانال فلکسیبل گفته میشود، معمولا از جنس فویل آلومینیومی ساخته شده و دارای عایقهایی مانند پلیاستر یا عایق الاستومری هستند.
این کانالها به دلیل وزن سبک، نصب آسان و انعطافپذیری بالا، برای استفاده در فضاهای محدود یا پیچیده ایدهآل هستند. از آنها معمولا در سیستمهای تهویه مطبوع، داکت اسپلیتها و سیستمهای صنعتی کوچک استفاده میشود. با این حال، مقاومت مکانیکی کمتر نسبت به کانالهای فلزی، از معایب این نوع کانال محسوب میشود.
کانال انتقال هوا گالوانیزه
گالوانیزه و آلومینیوم جزو رایجترین و بهترین متریال برای ساخت کانال هوا فلزی میباشند. کانال گالوانیزه از ورقهای گالوانیزه با ضخامتهای گوناگون تهیه میشود.
ورق گالوانیزه به دلیل مقاومت بالا در برابر خوردگی و زنگزدگی، انتخابی مناسب برای استفاده در محیطهای مرطوب است. وزن مناسب و قیمت اقتصادی آن نیز از دیگر دلایل محبوبیت این ماده است.
از معایب کانال گالوانیزه میتوان به وزن نسبتا بالا، ایجاد سر و صدا در جریان هوا و احتمال زنگزدگی در صورت آسیب به پوشش روی آن اشاره کرد.
کانال هوای آلومینیومی
کانال آلومینیومی به دلیل وزن سبک، مقاومت بالا در برابر زنگزدگی و خوردگی و نصب آسان محبوبیت زیادی دارد. این کانالها به دلیل انعطافپذیری بالا و ظاهر زیبا، در فضاهایی که ظاهر کار اهمیت دارد یا نیاز به کاهش وزن سازه است، انتخاب مناسبی هستند.
همچنین، آلومینیوم قابلیت بازیافت دارد و از نظر زیستمحیطی گزینهای پایدار محسوب میشود. با این حال، قیمت بالاتر نسبت به برخی دیگر از متریالها و مقاومت مکانیکی کمتر در برابر ضربه و خمش، از معایب کانال هوای آلومینیومی به شمار میروند.
مقاله کانال آلومینیومی برای چه محیطهایی مناسب است را بخوانید.
کانال هوا استیل
کانال هوای استیل یکی از مقاومترین انواع کانالهای هوا است که به دلیل استفاده از فولاد ضدزنگ، در محیطهای خاص مانند صنایع غذایی، دارویی، آزمایشگاهی و مکانهایی با شرایط سخت محیطی مورد استفاده قرار میگیرد.
این کانالها در برابر خوردگی، حرارت، رطوبت و مواد شیمیایی بسیار مقاوم بوده و به راحتی قابلیت تمیزکاری و ضدعفونی دارند. طول عمر بالا و ظاهر براق و زیبا از دیگر مزایای کانال استیل است. با این حال، قیمت بالای استیل و وزن نسبتا سنگین آن در مقایسه با سایر مواد، از معایب این نوع کانال به شمار میآید.
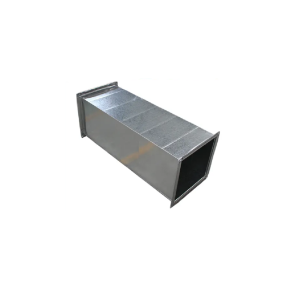
کانال tdf
کانال TDF یکی از انواع کانالهای چهارگوش است که در ساخت آن از فلنج TDF (Transverse Duct Flange) استفاده میشود. این نوع کانال به دلیل طراحی خاص فلنجها، نیاز به اتصالات پیچیده را کاهش داده و نصب آن سریعتر و آسانتر انجام میشود.
کانال TDF علاوه بر استحکام بالا، دارای آببندی مناسبی است که از نشت هوا جلوگیری میکند. این ویژگیها آن را به گزینهای مناسب برای سیستمهای تهویه مطبوع در پروژههای بزرگ صنعتی و تجاری تبدیل کرده است.
کانال tdc
کانال TDC یکی دیگر از انواع کانالهای چهارگوش است که از فلنج TDC (Transverse Duct Connector) برای اتصال بهره میبرد. این کانال به دلیل استفاده از فلنجهای پیشساخته، دوام و مقاومت بالایی در برابر فشار و نشتی هوا دارد.
کانال TDC با طراحی دقیق و قابلیت نصب آسان، بهویژه در سیستمهای تهویه مطبوع بزرگ و پرکاربرد مانند هواسازها و اگزاستها، عملکرد بهینهای ارائه میدهد. این نوع کانال به کاهش هزینههای نصب و نگهداری کمک میکند و انتخابی ایدهآل برای پروژههای حرفهای است.
کانال انتقال هوا از پیش عایق شده
ورقهای از پیش عایق شده به هیچ عنوان انعطاف پذیر نبوده و از آن صرفا برای ساخت کانال انتقال هوا چهارگوش مستطیلی و مربع استفاده میشود. جنس این مدل کانال از فوم پلی اورتان با ضخامتی مابین 1 الی 3 سانتیمتر به همراه روکش ورق آلومینیومی است. فوم پلی اورتان در اینجا نقش عایق را برعهده دارد.
کانال انتقال هوا کولر پلاستیکی
از مزایای کانال انتقال هوا پلاستیکی می توان به وزن کم، ضدباکتری و قارچ، سرعت نصب، کاهش صدا، قیمت ارزانتر و عایق حرارتی اشاره کرد.
همانطور که گفته شد کانال انتقال هوا بسته به شکل ظاهری به دو مدل کانال چهارگوش و کانال اسپرال (گرد) تقسیم میشود که در ادامه معرفی میکنیم:
کانال گرد
کانال گرد یکی از پرکاربردترین انواع کانالهای انتقال هوا است که به دلیل شکل دایرهای خود از مقاومت هوایی کمتری برخوردار بوده و انتقال هوا در آن با بازدهی بالایی صورت میگیرد.
این نوع کانال در سیستمهای تهویه مطبوع، صنعتی و همچنین در فضاهایی که محدودیتهای فضایی وجود ندارد، انتخابی ایدهآل محسوب میشود. نصب آسان و عملکرد بهینه از مهمترین ویژگیهای کانال گرد است.
کانال گرد اسپیرال

کانال اسپیرال، یکی از پیشرفتهترین و محبوبترین انواع کانالهای گرد است که به دلیل طراحی مارپیچی خود، از استحکام بالایی برخوردار است. این کانال علاوه بر کاهش میزان نشتی هوا، ظاهر زیباتری دارد و اغلب در پروژههایی که نمای کار نیز اهمیت دارد، استفاده میشود.
کانال گرد اسپیرال به دلیل قابلیت نصب سریع و مقرونبهصرفه بودن، گزینهای مناسب برای پروژههای بزرگ صنعتی و تجاری است.
کانال چهارگوش

کانال چهارگوش یکی از قدیمیترین و رایجترین انواع کانالهای تهویه مطبوع است که به دلیل مقطع مستطیلی خود، در فضاهایی با محدودیت ارتفاع یا عرض، کاربرد فراوانی دارد. این کانالها به راحتی میتوانند با سایر اجزای سیستم تهویه هماهنگ شوند و برای انتقال حجم بالای هوا مناسب هستند.
مقاومت بیشتر در برابر فشار هوا و انعطافپذیری در طراحی، از مزایای اصلی کانال چهارگوش به شمار میآیند.
بیشتر بخوانید: مقایسه کانال اسپیرال با کانال چهارگوش
جهت محاسبه، طراحی و اجرای مهندسی انواع کانال انتقال هوا با کیفیت بالا و قیمت مناسب، با کارشناسان حرفه ای تهویه مطبوع تماس حاصل فرمایید.
کاربرد کانال در سیستمهای تهویه مطبوع
کانال انتقال هوا نقش مهمی در بهبود کارایی سیستمهای تهویه مطبوع دارد. این کانالها با استفاده از تجهیزاتی مانند هود صنعتی، ایرواشر، داکت اسپلیت و موارد دیگر، جریان هوای مطلوب را به صورت یکنواخت در محیط توزیع میکنند.
| نوع کانال | کاربرد |
|---|---|
| کانال هود صنعتی | تخلیه دود، بخارات چربی و آلایندهها در آشپزخانههای صنعتی و کارخانهها |
| کانال اگزاست | خروج هوای آلوده، گازها و بخارات مضر در صنایع و آزمایشگاهها |
| کانال هواساز | انتقال هوای مطبوع (گرم یا سرد) تولید شده توسط هواساز به نقاط مختلف ساختمان |
| کانال کولر | توزیع هوای سرد تولیدشده توسط کولرهای آبی یا گازی در ساختمانهای مسکونی و تجاری |
| کانال ایرواشر | توزیع هوای مرطوب و خنک دستگاه ایرواشر برای افزایش رطوبت و کاهش دما |
| کانال داکت اسپلیت | انتقال هوای سرد یا گرم تولیدشده توسط داکت اسپلیت به اتاقها یا بخشهای مختلف ساختمان |
| کانال هواکش | انتقال و تخلیه هوای آلوده یا بوهای نامطبوع از سرویسهای بهداشتی، آشپزخانهها و محیطهای صنعتی |
نکات مهم در طراحی کانال هوا
| نکات طراحی کانالهای انتقال هوا |
|---|
| انتخاب نوع کانال بر اساس کاربرد و شرایط محیطی (گالوانیزه، آلومینیوم، استیل، فلکسیبل) |
| اندازهگیری دقیق و محاسبه ابعاد بر اساس حجم و فشار هوا |
| رعایت ضخامت ورق کانال هوا (معمولا بین 0.5 تا 1.5 میلیمتر) |
| مدیریت سرعت جریان هوا (معمولاً بین 5 تا 10 متر بر ثانیه برای کانالهای اصلی) |
| عایقکاری مناسب با مواد ضد حرارت و صدا (مانند پشم شیشه یا الاستومری) |
| جلوگیری از نشت هوا با آببندی دقیق درزها و اتصالات |
| مکانیابی کوتاه و مستقیم برای کاهش افت فشار |
| تهویه مناسب بر اساس نیاز هر فضا و نوع کاربری |
| کنترل صدای جریان هوا و تجهیزات مکانیکی با دمپرها و عایقهای صوتی |
| طراحی مسیر کانال برای دسترسی آسان به تعمیرات و نظافت |
مراحل ساخت کانال هوای فلزی

مراحل کانالسازی شامل اندازه گیری، کشیدن الگو، پیاده سازی طرح، برش ورق، ساخت و… می شود.
1. اندازه گیری میدانی
اندازه را در محل نصب سیستم تهویه اندازه گیری کنید و نتایج اندازه گیری شده را به عنوان پایه ای برای سیستم برای پردازش مجرای هوا در یک طرح ترسیم کنید. در فرآیند اندازه گیری موارد زیر باید مورد توجه قرار گیرد:
1. فاصله بین محل نصب سیستم تهویه و ستون، بین دیوار جداکننده و دیوار جداکننده، بین سوراخهای رزرو شده، بین دیوار جداکننده و دیوار بیرونی، و همچنین ارتفاع کف را اندازهگیری کنید. و ارتفاع از زمین تا پشت بام.
2. ضخامت دیوار خارجی، دیوار جداکننده، اندازه سوراخهای رزرو شده، عرض و ارتفاع درها و پنجرهها، اندازه مقطع ستون، فاصله بین پایین تیر و سقف تخت، ارتفاع سکو و غیره مربوط به سیستم تهویه.
3. اندازه، موقعیت، ارتفاع و موقعیت نسبی تجهیزات تولید، تجهیزات مجرای هوا و پورت های اتصال اجزای تهویه که توسط مجرای هوا متصل شده اند را اندازه گیری کنید.
4. اندازه، ارتفاع و فاصله از دیوار پایه یا تکیه گاه تجهیزات تهویه را اندازه گیری کنید.
محتوای خاص اندازه گیری با توجه به وضعیت واقعی تعیین می شود و باید به تقاطع و فاصله لوله ها و خطوط برق مختلف توجه شود.
2. طراحی واقعی
از طریق کار فوق، طرح های نصب پردازش را ترسیم کنید.
- مطالب مرتبط: عایق کاری کانال هوا
3. تصحیح ورق
1. دستگاه های تسطیح کویل فولادی اغلب برای سیم پیچ ها استفاده می شود و صفحات فولادی با خم شدن مکرر با غلتک های متعدد اصلاح می شوند.
2. به طور کلی، تغییر شکل خمشی صفحه تخت با روش اصلاح دستی چکش اصلاح می شود. هنگامی که متریال ورق کمتر از 0.8 میلی متر باشد، برای چکش کاری و صاف کردن باید از یک چکش چوبی سر مسطح با مساحت بزرگ، ماهیت نرم، صاف شدن سریع و کارایی بالا استفاده شود. اگر ضخامت ≥ 0.8 میلی متر باشد، باید از چکش سر صاف فولادی برای صاف کردن استفاده شود.
با توجه به ناهمواری ورق، مشخصات تغییر شکل، تاب یا ناهمواری را دریابید و سپس سکوی آهنی را برای صاف کردن قرار دهید.
4. خط کشی
ضخامت صفحه را با توجه به اندازه طراحی لوله هوا تعیین کنید، تعداد لوله های خم شده و حالت رابط را انتخاب کنید.
از روش های محاسبه و باز کردن برای برش مواد، تعیین خط برش و ایجاد علامت برش استفاده کنید.
5. مدلسازی
(1) مواد مدل مناسب را انتخاب کنید. مواد استفاده شده برای ساخت مدل نباید خیلی ضخیم باشد، ترجیحاً 1 تا 3 میلی متر. بدون پیچش یا تغییر شکل، بهتر است از کاغذ کرافت، کاغذ مشمع کف اتاق، ورق پلاستیکی نرم، ورق آهن نازک و غیره استفاده کنید.
(2) طول مناسب صفحه نمونه را محاسبه کنید. طول نمونه لوله دایره ای برابر با طول قطر بیرونی لوله به اضافه ضخامت ماده نمونه است و در π ضرب می شود.
با توجه به تأثیر فصل و متریال مدل، به راحتی می توان طول کشیده شده را با دور واقعی لوله متفاوت کرد.
به عنوان مثال، مدلی مانند کاغذ مشمع کف اتاق در زمستان سخت می شود و این پدیده که دیواره بیرونی لوله سفت نیست ظاهر می شود، بنابراین مدل به اندازه کافی بلند نیست.
در تابستان نرم می شود و مدل به راحتی کشیده می شود.
به این ترتیب، اقدامات مربوطه باید برای افزایش یا کاهش مناسب طول بازشده مدل انجام شود. لازم به ذکر است که پس از ترسیم منحنی انبساط نه رشد و نه کاهش قابل انجام نیست.
6. پیاده سازی طرح

بر روی مواد ورق، نقاشی باز شده و نقش واضحی از خط حاشیه ای اندازه خالی ایجاد می شود. فرآیند برش بعدی امکان پذیر است.
ضخامت ورق فولادی برش دستی کمتر از 0.8 میلی متر است.
بقیه عموماً با ماشین آلات بریده می شوند.
(1) قبل از برش، باید اندازه خط نویس روی صفحه را به شدت کالیبره کنید، باید علامت مماس واضحی روی صفحه فولادی در حال برش وجود داشته باشد.
پس از برش، اندازه خالی باید قبل از پردازش به دقت بررسی شود.
(2) پس از باز شدن برش، صفحه فولادی باید به صورت عمودی بسته شود و در راستای مماس بریده شود. در طول فرآیند برش، بلند کردن ورق برش به سمت بالا با دست می تواند مقاومت را در طول فرآیند برش کاهش دهد.
(3) هنگام برش منحنی ها، خطوط تا و گوشه ها، هرگز خطوط روی ورق را برش ندهید. به همین دلیل، انتهای قیچی باید با بالای گوشه منطبق باشد، نه خیلی دور.
(4) هنگام بریدن یک سوراخ، ابتدا یک سوراخ برش دهید، قیچی قرار دهید و در جهت خلاف جهت عقربه های ساعت در امتداد خط برش دهید.
هنگام برش دایره، اگر قطر آن کوچک است، از یک قیچی منحنی برای برش در خلاف جهت عقربه های ساعت استفاده کنید.
وقتی قطر دایره بزرگتر و حاشیه آن کوچکتر است، می توان آن را در جهت عقربه های ساعت برش داد.
(5) پس از برش ورق، انتهای ورق باید با قیچی یا دستگاه پخ پخ زده شود.
7. بسته شدن مجرای هوا

(1) ضخامت صفحه را با توجه به مشخصات و اندازه های مختلف کانال هوا انتخاب کنید. سپس یک لبه بسته را بگذارید تا از تخلیه بار استفاده کنید.
(2) روش ترسیم خط باید دقیق باشد، به طوری که زاویه مستقیم، خط مسطح، و جزییات دقیق باشد، اندازه هندسی باید مرتباً بررسی شود. خطوطی که باید ترسیم شوند باید ترسیم شوند مانند: خط برش، خط پخ، خط تاشو، خط فلنج، خط سوراخ، خط بسته شدن و غیره.
(3) برش و پخ زدن باید دقیق باشد تا خطاها به حداقل برسد. پس از برش ورق، باید قبل از بسته شدن لبه، آن را با دستگاه پخ یا قیچی آهنی پخ کرد. در حین کار از همپوشانی درزها و فلنج زدن خودداری کنید.
(4) صفحه پس از بسته شدن لبه بر روی دستگاه تاشو طبق خط تاشو کشیده شده قرار می گیرد و عملیات تا کردن انجام می شود.
در حین کار، خط تاشو باید با قالب های بالایی و پایینی دستگاه تاشو مربعی تراز شده و تا زاویه مورد نظر تا شود.
(5) هنگام ساختن یک مجرای هوای گرد، لبه نزدیک لقمه را با یک کلاپر به شکل قوسی فشار دهید و سپس روی لقمه را دور بزنید و هر زمان که خواستید قوس را تنظیم کنید تا یکنواخت شود.
(6) پس از تا کردن یا گرد کردن صفحه فولادی، از دستگاه درز یا درز دستی استفاده کنید.
در حین عمل لازم است نیروی یکنواخت و نه زیاد سنگین اعمال شود تا از واقعی نبودن نیش جلوگیری شود و باعث ایجاد پدیده ترکیدن و نیم گزیدگی شود.
(7) درزهای گزشی اتصال صفحات مجرای هوا باید به صورت تکان خورده باشد و هیچ درز متقاطع مجاز نیست.
(8) اشکال رایج جوش:
- می توان از یک لقمه برای اسپلایسینگ پلیت و جوش بسته مجرای دایره ای استفاده کرد.
- برای مجرای هوا یا لوازم جانبی مستطیلی، می توان از جوش گوشه، جوش زاویه مفصل، جوش دکمه ضربه محکم و ناگهانی استفاده کرد.
- آرنج های گرد می توانند از جوش عمودی استفاده کنند.
اتصال گازی مجرای ورق فولادی:
- ضخامت صفحه فولادی برای ساخت مجاری هوا و لوازم جانبی δ≤1.2mm را می توان با جوش متصل کرد.
- δ> 1.2 میلی متر باید جوش داده شود.
- جوش لب به لب باید از جوش گاز استفاده کند.
- پانل های مشبک گالوانیزه برای ساخت مجرای هوا و لوازم جانبی باید به صورت لقمه ای یا پرچ شده باشند.
- مجراهای هوای پانل کامپوزیت پلاستیکی معمولاً فقط می توانند از روش های بایت و پرچ استفاده کنند. برای جلوگیری از سوختن لایه پلاستیک توسط جوش گاز و جوش برقی، دستگاه بایت نباید دارای لبه های تیز باشد تا از خراشیدگی جلوگیری شود. اگر لایه پلاستیکی آسیب دید، باید به موقع رنگ و محافظت شود.
اتصال جوشی کانال ورق فولادی ضد زنگ
- اتصال جوشی را می توان زمانی که ضخامت دیواره کانال هوا صفحه فولادی ضد زنگ δ≤1mm استفاده می شود.
- δ> 1 میلی متر می تواند از جوش قوس الکتریکی استفاده کند، جوشکاری قوس آرگون، جوشکاری گاز مجاز نیست.
- الکترود باید از همان نوع ماده پایه باشد و مقاومت مکانیکی آن نباید کمتر از حداقل مقدار ماده پایه باشد.
اتصال جوشی کانال هوا صفحه آلومینیومی
- هنگامی که ضخامت دیواره δ مجرای آلومینیومی و لوازم جانبی کمتر یا مساوی 1.5 میلی متر باشد، می توان آن را با نیش وصل کرد.
- δ> 1.5 میلی متر از جوشکاری گاز یا جوشکاری آرگون استفاده می کند.
- روی سطح مجرای هوای آلومینیومی و لوازم جانبی آن نباید خط و خش وجود داشته باشد. هنگام بیرون آمدن، باید از مدادهای رنگی یا خودکارهای رنگی برای بیرون آمدن استفاده شود. محل گزش یا شکل دادن به مجرای هوا باید از چکش چوبی یا خط کش مربعی چوبی ساخته شود تا از تغییر شکل درز نیش جلوگیری شود.
9) عرض و مقدار جوش:
پهنای جوش با ضخامت مجرای هوا تعیین می شود.
به طور کلی، برای یک گاز صاف، یک لقمه عمودی و یک جوش تک زاویه، عرض لقمه در صفحه اول برابر است.
در بشقاب دوم عرض آن دو برابر است به طوری که مقدار لقمه معادل 3 برابر عرض لقمه است.
مقدار لقمه با توجه به نیاز لقمه باید در دو طرف باقی بماند.
(10) پردازش نیش:
پردازش مکانیکی نیش عمدتاً عملیات دستگاه های مختلف نیش است.
به جز چکش دستی فولادی که برای امتداد لبه تخته استفاده می شود، باید از فوت مربع چوب و چکش چوبی برای خطوط منحنی یا گزش های جامد استفاده کرد تا باعث ایجاد علائم واضح نشود.
مفصل محل جوش باید سفت باشد و نباید نیمه جوش یا ترک خوردگی ایجاد شود.
اتصالات مستقیم لوله باید در درز بایت طولی تکان بخورند، زیرا منظور از مجرای هوا به طور کلی شامل زانویی، سه راهی و غیره است.
آرنج گرد از چندین لوله شیبدار کوتاه تشکیل شده است و هنگام تشکیل آرنج تک لقمه در یک جهت است.
یعنی درز لقمه هر قسمت مخالف است. این نیاز به تولید آرنج است، بنابراین با این آیین نامه محدود نمی شود.
عرض درز لقمه باید یکنواخت باشد تا از این پدیده جلوگیری شود که درز جوشی در یک انتها پهن و در انتهای دیگر باریک است.
این پدیده نه تنها ظاهر را تحت تأثیر قرار می دهد، بلکه بر استحکام و سفتی درز جوشی نیز تأثیر می گذارد.
8. شکل جوشکاری مجرای هوا

(1) جوش لب به لب:
برای اتصال صفحات یا درزهای افقی و درزهای بسته عمودی استفاده می شود.
(2) جوشکاری لبه ای:
برای درز بسته طولی مجرای مستطیلی یا اتصالات لوله یا زانویی مجرای مستطیلی، اتصال گوشه سه راهی و غیره استفاده می شود.
مقدار کلی اتصال لبه 10 میلی متر است و سیم کشی لبه باید قبل از جوشکاری علامت گذاری شود.
جوش نقطه ای در حین جوشکاری بر اساس خط انجام می شود و سپس قبل از جوش مداوم جوش با یک چکش کوچک صاف می شود.
(3) جوشکاری فلنجی:
برای بستن مفاصل اتصالات بدون فلنج و لوله های گرد و زانویی استفاده می شود. هنگامی که ورق نازک باشد می توان از جوش گاز استفاده کرد.
(4) جوشکاری فیله:
برای درز بسته طولی مجاری هوای مستطیلی یا اتصالات لوله یا اتصالات چرخشی زانوها و سه راهی های مستطیل شکل و درز بسته سر مجرای هوا مستطیلی شکل استفاده می شود.
(5) جوش کانال فولاد کربنی:
کانال های فولاد کربنی باید با دستگاه جوش DC جوش داده شوند. قبل از جوشکاری، کثیفی، آثار روغن و زنگ در درگاه جوش باید پاک شود.
هنگامی که از جوش نقطه ای یا جوش مداوم استفاده می شود، اکسیدها نیز باید حذف شوند. شکاف باید به حداقل برسد و گره های جوش در محل جوشکاری نقطه ای دستی باید به موقع حذف شوند.
پس از جوشکاری، سرباره الکترود و سیم جوش باقیمانده در درز جوش و مناطق مجاور را به موقع جدا کنید.
(6) جوش لوله فولادی ضد زنگ:
قبل از جوشکاری، چربی و کثیفی در ناحیه درز جوش باید تمیز شود تا درز جوش از سوراخ های هوا و سوراخ های شن و ماسه جلوگیری شود.
تمیز کردن را می توان با بنزین، استون و غیره انجام داد. هنگام جوشکاری صفحات فولادی زنگ نزن با جوش قوس الکتریکی، معمولاً باید پودر سفید را روی هر دو سطح جوش اعمال کرد تا از چسبیدن پاشش جوش به سطح صفحه جلوگیری شود.
پس از جوشکاری باید سرباره درز جوش را جدا کرده و درخشش فلزی را با برس سیمی مسواک زده و سپس با محلول اسید کلریدریک 10 درصد ترشی کرده و سپس با آب داغ شستشو دهید.
(7) جوشکاری کانال هوای آلومینیومی:
قبل از جوشکاری، پورت جوش باید چربی زدایی شود و لایه اکسیدی برداشته شود، می توان از یک برس سیمی فولادی ضد زنگ استفاده کرد.
جوشکاری باید 2 تا 3 ساعت پس از حذف انجام شود و پس از حذف نیز عملیات چربی زدایی انجام شود.
جوشکاری باید 2 تا 3 ساعت پس از حذف انجام شود و پس از حذف نیز عملیات چربی زدایی انجام شود.
روغن زدایی می تواند از بنزین حمل و نقل هوایی، الکل صنعتی، تتراکلرید کربن و سایر مواد پاک کننده و تراشه های چوب برای تمیز کردن استفاده کند.
(8) جهت جوشکاری جوش گازی کانال ورق فولادی نازک به طور کلی از چپ به راست مناسب است.
شما باید جهت شعله را تسلط داشته باشید تا گرمای دو طرف جوش متعادل بماند.
شعله باید نرم و یکنواخت به جلو حرکت کند و سرعت سیم جوش به داخل حوضچه مذاب باید یکنواخت باشد.
(9) الزامات کیفیت جوش:
روی سطح جوش نباید هیچ گونه عیب و نقصی مانند ترک خوردگی، سوختگی یا عدم وجود جوش وجود داشته باشد. جوش های طولی باید به صورت پلکانی باشند.
درز جوش باید صاف باشد و در حین جوشکاری نقطه جوش باید به طور متناوب متقارن باشد تا از تغییر شکل جلوگیری شود و عرض درز جوش باید یکنواخت باشد.
پس از جوشکاری، جوش باید تمیز شود تا سرباره جوش از بین برود.
9. تولید فلنج

(1) فاصله بین پیچ ها و سوراخ های پرچ فلنج مجرای هوای سیستم فشار کم فلنج کانال هوای فلزی نباید از 150 میلی متر بیشتر باشد.
مجرای هوای سیستم فشار قوی نباید بزرگتر از 100 میلی متر باشد.
چهار گوشه فلنج مجرای مستطیلی باید دارای سوراخ های پیچ باشد.
(2) فاصله بین پیچ ها و پرچ ها روی فلنج، مجرای هوای سیستم فشار کم و فشار متوسط کمتر یا برابر با 150 میلی متر است.
کانال هوای سیستم فشار بالا کمتر یا مساوی 100 میلی متر است.
چهار گوشه فلنج مستطیلی باید با پیچ یا پرچ تقویت کننده باشد.
(3) تولید فلنج های گرد:
در حین فرآوری، آهن نبشی کامل یا آهن مسطح روی دستگاه کلاف فولادی به شکل مارپیچ نورد می شود و نوار فولادی نورد شده برای تسطیح و اصلاح یکی یکی بر روی سکو کشیده می شود.
پس از تنظیم، جوشکاری و سوراخ کاری انجام می شود. سوراخ ها باید به طور مساوی در امتداد محیط توزیع شوند تا بتوان از فلنج ها به جای یکدیگر استفاده کرد.
(4) تولید فلنج مستطیلی:
فلنج مستطیلی از چهار تکه آهن زاویه ساخته شده است. هنگام علامت گذاری و بلانکینگ باید توجه داشت که لبه داخلی فلنج پس از جوشکاری نمی تواند کوچکتر از بعد خارجی لوله هوا باشد و باید در مقدار انحراف مجاز باشد.
برش و پانچ فولاد زاویه ای برای استفاده از برش اکسیژن و استیلن به شدت ممنوع است و می توان آن را با دستگاه برش مواد یا اره دستی برش داد.
شکستگیهای فولادی زاویهدار باید صاف باشند، سوراخها را در دو انتها جدا کرده و روی سکو جوش دهید.
زاویه فلنج باید بعد از جوش نقطه ای اندازه گیری و تنظیم شود تا طول دو مورب برابر باشد.
محل سوراخ های پیچ فلنج باید دقیق باشد تا از نصب صاف مجرای هوا اطمینان حاصل شود.
روش حفاری مانند فلنج لوله هوا دایره ای است.
(5) تولید فلنج صفحه آلومینیومی:
فلنج صفحه آلومینیومی از آلومینیوم مسطح یا آلومینیوم زاویه ساخته شده است.
اگر می خواهید به جای فلنج صفحه آلومینیومی از فولاد زاویه دار استفاده کنید، باید عایق کاری و ضد خوردگی انجام دهید تا از خوردگی الکتروشیمیایی لوله هوای صفحه آلومینیومی پس از تماس با فلنج فولاد کربنی جلوگیری کنید.
به طور کلی سطح فلنج فولادی نبشی گالوانیزه یا با رنگ عایق پاشیده می شود.
(6) اتصال فلنج و کانال هوا:
هنگامی که لوله هوا و فلنج توسط پرچ به هم متصل می شوند، پرچ باید محکم باشد و پرچ و پرچ نشتی وجود نداشته باشد.
فلنج باید صاف و نزدیک به فلنج باشد و عرض آن به همان اندازه و کمتر از 6 میلی متر نباشد و در درز لقمه و چهار گوشه آن هیچ ترک و سوراخی وجود نداشته باشد.
هنگامی که لوله هوا و فلنج با جوش به هم متصل می شوند، سطح انتهایی لوله هوا نباید از سطح رابط فلنج بالاتر باشد.
مجرای هوای سیستم حذف گرد و غبار باید در داخل جوش پر و جوشکاری متناوب در خارج باشد. سطح انتهایی مجرای هوا نباید کمتر از 5 میلی متر از سطح رابط فلنج باشد.
هنگامی که فلنج صفحه فولادی ضد زنگ یا لوله هوای صفحه آلومینیومی از فولاد کربنی ساخته شده است، درمان ضد خوردگی باید طبق الزامات طراحی انجام شود.
پرچ باید از همان مواد مجرای هوا یا بدون خوردگی الکتروشیمیایی ساخته شود.
(7) پذیرش کیفیت تولید فلنج:
درز جوش فلنج مجرای هوا باید به خوبی ذوب شده و بدون جوش کاذب و سوراخ باشد.
انحراف مجاز صافی فلنج 2 میلی متر است. چیدمان سوراخهای پیچ فلنجهای با مشخصات مشابه که در همان دسته پردازش میشوند باید ثابت و قابل تعویض باشد.
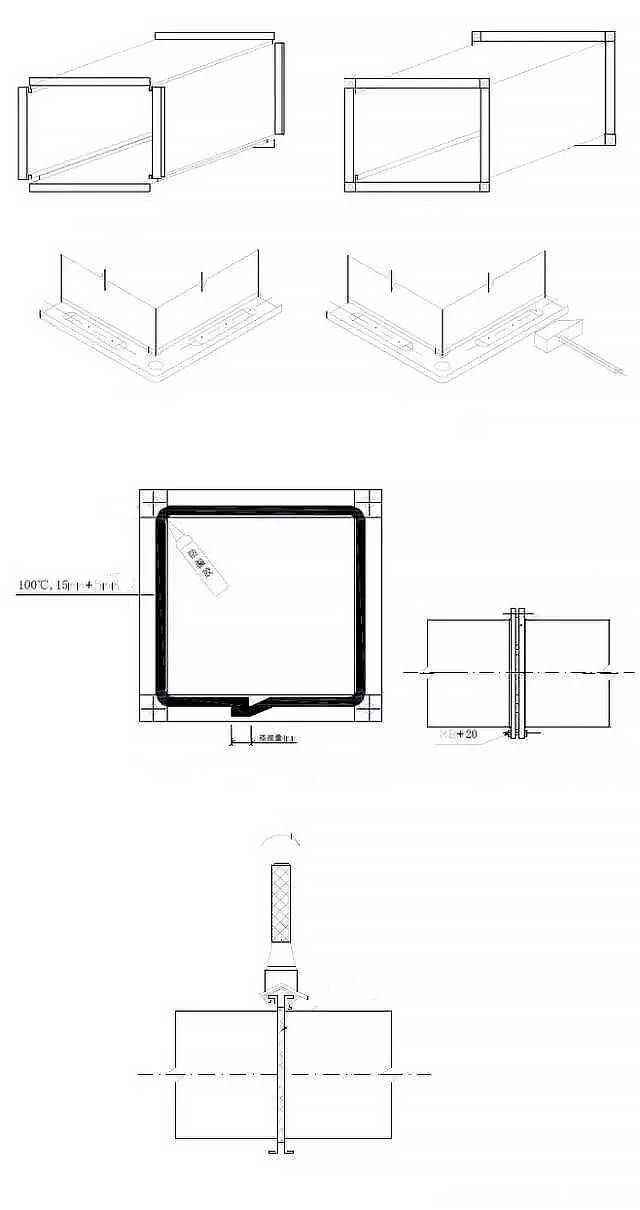
10. مجرای هوا بدون فلنج تولید
(1) اکثر لوله های هوای دایره ای اتصال مستقیم سوکت یا اتصال لوله هسته را اتخاذ می کنند.
اتصال لوله هسته، با استفاده از لوله هسته به عنوان یک رابط میانی. دو لوله هوا در هر دو انتهای لوله اصلی برای رسیدن به اتصال وارد می شود و عمق درج کمتر از 20 میلی متر نیست.
سپس باید از پرچ های کششی یا پیچ های خودکفک برای ثابت کردن قسمت اتصال لوله هوا و لوله هسته استفاده کنید و درز را با درزگیر محکم ببندید.
(2) رابط لوله هوای مستطیلی بیشتر از درج ها، جوش ها، گیره های فنر فلزی و اتصالات مخلوط استفاده می کند.
اندازه آن باید دقیق باشد، شکل باید منظم باشد و رابط باید محکم باشد.
11. تقویت کانال

(1) روش های تقویت عبارتند از:
- روش تقویت ارتفاع مفصل (یعنی با استفاده از لقمه ایستاده).
- حلقه تقویت کننده زاویه دار در اطراف کانال هوا.
- طرف بزرگ کانال با فولاد زاویه ای تقویت شده است.
- دیواره داخلی مجرای هوا به صورت طولی با دنده ها تقویت می شود و صفحه فولادی مجرای هوا با شیارهای غلتشی یا دنده های چین دار تقویت می شود
کانال سازی انتقال هوا – طراحی ، ساخت و نصب انواع کانال های گرد و چهارگوش صنعتی ( کانال تهویه ) از ورق گالوانیزه ، سیاه ، استیل
تجهیزات کانال سازی
تجهیزات مورد استفاده در کانالسازی شامل موارد زیر میشود:
- دستگاه فلنج زن (TDF و TDC)
- گیوتین برش ورق
- ماشین نورد یا رولفرمینگ
- دستگاه پانچ ورق
- دستگاه درزگیر و اتصال دهنده
- خم کن ورق (دستی یا برقی)
- ماشین کرکره زن
- ابزارهای عایقکاری (چسب، نوار درزگیر، عایق الاستومری یا پشم شیشه)
- دستگاه جوش نقطهای
- کمپرسور هوا برای تمیزکاری و آمادهسازی ورق
- قیچی برش ورق دستی یا برقی
- دستگاه اسپیرال زن
- انواع پروفیل و اتصالات فلنج
- پیچ و مهرههای مخصوص نصب کانال
- ابزارهای اندازهگیری (متر، گونیا، تراز)
اجزای تشکیل دهنده سیستم کانال کشی تهویه مطبوع
اجزای تشکیل دهنده کانال کشی تهویه مطبوع به شرح زیر است:
- دریچهها: برای ورود یا خروج هوا (دیواری، سقفی، زمینی).
- دمپرها: تنظیم و کنترل جریان هوا.
- فلنجها و اتصالات: اتصال بخشهای کانال.
- عایقها: کاهش هدررفت انرژی و صدا.
- فن یا دمنده: ایجاد و انتقال جریان هوا.
- فیلترها: تصفیه هوا از آلایندهها.
- تبدیلها و انشعابات: تغییر مقطع یا توزیع هوا.
- صداگیرها: کاهش صدای سیستم.
- گیرهها و بستها: تثبیت کانالها در محل نصب.
- پلنیوم باکس: توزیع یکنواخت هوا در خروجیهای دریچهها.
قیمت کانال هوا
قیمت کانال هوا به عوامل متعددی بستگی دارد که از جمله آنها میتوان به نوع کانال (گرد، چهارگوش، اسپیرال یا فلکسیبل)، جنس مورد استفاده (گالوانیزه، آلومینیوم، استیل یا PVC)، ضخامت ورق، ابعاد و اندازه کانال و نوع عایقکاری اشاره کرد. همچنین، هزینه نصب و اجرای کانال نیز بر اساس پیچیدگی پروژه، متراژ و محل نصب متغیر است.
برای دریافت قیمت دقیق و بهروز، میتوانید با کارشناسان ما تماس بگیرید و مشاوره تخصصی رایگان دریافت کنید.
سخن پایانی
کانال هوا یکی از اجزای کلیدی در سیستمهای تهویه مطبوع است که با توزیع یکنواخت هوا و تخلیه آلایندهها، به بهبود کیفیت هوا و افزایش بهرهوری دستگاهها کمک میکند.
انتخاب نوع مناسب کانال و اجرای اصولی آن، تأثیر قابل توجهی بر کارایی سیستم و کاهش هزینههای انرژی دارد. اگر به دنبال راهحلی حرفهای برای نصب و راهاندازی کانالهای انتقال هوا هستید، کارشناسان ما آماده ارائه خدمات با بهترین کیفیت و استانداردهای روز هستند.
سوالات متداول
- کانال هوا از چه جنسی ساخته میشود؟
کانالهای هوا از ورق گالوانیزه، آلومینیوم، استیل، یا مواد انعطافپذیر مانند فلکسیبل ساخته میشوند که بسته به نوع کاربرد انتخاب میگردند. - تفاوت کانال گرد و کانال چهارگوش چیست؟
کانال گرد به دلیل طراحی دایرهای، مقاومت کمتری در برابر جریان هوا دارد و بازدهی بیشتری ارائه میدهد، در حالی که کانال چهارگوش انعطاف بیشتری در طراحی و نصب در فضاهای محدود دارد. - چه عواملی در انتخاب نوع کانال مؤثر هستند؟
نوع کاربرد، شرایط محیطی، حجم و سرعت جریان هوا، و میزان رطوبت یا دما از مهمترین عوامل تأثیرگذار در انتخاب نوع کانال هستند. - آیا کانال هوا به عایق نیاز دارد؟
بله، عایقکاری کانال برای جلوگیری از هدررفت انرژی و کاهش سر و صدا بسیار مهم است و به افزایش راندمان سیستم کمک میکند. - آیا نصب کانال تأثیری بر کاهش هزینههای انرژی دارد؟
بله، کانالسازی استاندارد و اصولی موجب کاهش هدررفت هوا و بهبود عملکرد سیستم تهویه مطبوع میشود که در نهایت باعث صرفهجویی در مصرف انرژی خواهد شد.
